
This will be the most comprehensive guide on the topic of colourfastness, in this guide, you will learn the classification of colour fastness, and the way to test, improve and avoid poor colour fastness performance, and much more…
INTRODUCTION TO COLOR FASTNESS
1.Color fastness definition: What is color fastness?
Another name for color fastness is dye fastness. It refers to the resistance of textile colors to effects such as color change or transfer during processing and use. The fastness grade, i.e., the degree of color fastness of fabric, is evaluated according to the discoloration of a sample and the staining of the undyed lining fabric.
During use, textiles are usually exposed to external factors such as light, washing, ironing, sweat, friction, and chemical agents. Some printed and dyed textiles are also subjected to special finishing processes, such as resin finishing, flame retardant finishing, sand-washing, and grinding. This demands that the color of printed and dyed textiles relatively maintain a specific fastness, i.e. good color fastness performance.
2. Harm of poor color fastness of textiles
The danger of a textile’s poor color fastness is quite eminent. When textile products with poor color fastness are exposed to water, sweat, sunlight or physical friction, the dyes may eventually fall off or fade. Thus, the appearance of the textile product is negatively affected. During use, the shed dye molecules or heavy metal ions may be absorbed by the human body through the skin, thereby endangering the user’s health, in short, poor color fastness is unacceptable.
3. Classification of color fastness, what are the different categories of color fastness?
In actual work, it is the end-use of a product and product standards that determine the test elements or conditions used. For example, the wool textile product standard stipulates that producers must test the wool’s color fastness to sunlight. Of course, the sweat color fastness of knitted underwear must be tested, while outdoor textiles (Such as parasols, light box cloth, canopy materials) must undergo a color fastness test to weather resistance.
There are six common color fastness classifications:
3.1. Color fastness to rubbing
Rubbing fastness refers to the degree of color fading of dyed fabrics after rubbing. This can either be from dry rubbing or wet rubbing. The rubbing fastness is determined from the degree of a prespecified white cloth’s staining, and it is graded in 5 levels. The larger the value, the better the rubbing fastness.
3.2. Light fastness
Light fastness refers to the degree of discoloration of colored fabrics when exposed to sunlight. The Color Fastness to light test is done by comparing the degree of fade of the sample after simulating sunlight with a standard color sample divided into eight grades; 8, as the resulting value, implies the best while 1 implies the worst light fastness. In essence, for fabrics to remain in optimal condition, they should not be exposed to sunlight for long periods, and they should also always be dried under shade, in a ventilated area.
3.3. Color Fastness to sublimation
This is the degree of sublimation dyed fabrics undergo in storage. The dye fastness of normal fabrics generally requires 3-4 grades in this category to meet wearing needs.
3.4. Washing Color Fastness
Washing or soaping fastness refers to the degree of the color change of dyed fabric after washing with a washing liquid. Usually, a gray graded sample card is used as the evaluation standard; that is, the color difference between the original sample and the faded sample is used for judgment.
Washing fastness is graded into five levels; grade 5 is the best while grade 1 is the worst level of washing fastness.
Fabrics with poor washing fastness should be dry-cleaned. But if they must be wet-washed, then other washing conditions may need to be tweaked and watched closely. For instance, the washing temperature should not be relatively high, and the washing time should be kept brief.
3.5. Color Fastness to perspiration
The Color Fastness to perspiration refers to the degree of color fading of a dyed fabric after small perspiration.
3.6. Ironing Color Fastness
This refers to the extent dyed fabrics may discolor or fade from ironing.
4. How to judge various kinds of Color Fastness and how to prepare for a Color Fastness test?
Seeing that Color Fastness is a relatively broad topic, founded on a hatful of professional knowledge, it is important to know some basic concepts and tools to help you understand as you read.
4.1 Color Fastness test terms
Discoloration
In printing and dyeing textiles under specific environmental factors, certain activities and reactions within the textile may result in color chroma, hue, and brightness changes. This effect is referred to as discoloration. Some of these occurrences within textiles include; when part of the dye is separated from the fiber, or the luminescent group of the dye is destroyed, or a new luminescent group is generated.
Staining
Staining is a phenomenon where part of the dye on a piece of fabric is separated from its originally attached fiber and transferred to other lining fabrics when placed under various environmental factors, thereby staining the lining fabric.
For garments composed of parts with different colors, dyes sometimes migrate from one area of the fabric to another, during storage and usually from dark parts to light parts. This phenomenon is different from sublimation because it is carried out at temperatures below sublimation temperature, and it also occurs with non-sublimation dyes. We can see this in the migration of dyes in polyester and other chemical fiber fabrics, as well as other raw materials.
The color transfer is mainly due to two reasons: the first is the transfer of dyes, especially the floating color of dispersing and reactive dyes. These dyes may migrate and be released from the fiber, dyeing the fiber on another sample’s surface. This usually happens with dark colors that dye light colors and stay on the other sample’s surface in a granular and embossed form. The second is that the fibers fall off under the action of friction and transfer from one sample to another.
4.2 Common grading tools for Color Fastness
The Color Fastness of textiles is graded by discoloration and staining gray cards. The gray cards currently in use include AATCC gray cards, ISO gray cards, JIS gray cards and national standard GB gray cards. These gray cards are only slightly different in the grayscale.
The Color Fastness rating gray card is a card characterized by a specific gradient increase or decreases. A color-changing gray card comprises one group of standard gray levels and another group of color-changing gray levels. The original gray levels remain unchanged throughout a test, while the second group of color-changing gray levels decreases gradually to form a discoloration contrast between the two.
Color changing gray card
This contrast card comprises one standard scale of gray and a decreasing scale of gray chroma.
The grayscale rating for the color change is determined using 5-grade levels and nine grades system with grade 5 representing the best Color Fastness and grade 1 representing the worst Color Fastness. The middle levels can be assessed as half grade: grade 4-5, grade 4, and grade 3-4.
Stained gray card
This comprises of a standard scale of white with a corresponding group of increasing gray chroma. There are five grades and nine grades system; grade 5 implies virtually no staining occurred. Hence great Color Fastness while grade 1 signifies the worst Color Fastness, and the middle can be assessed as half grade, such as grade 4-5, grade 4, and grade 3-4.
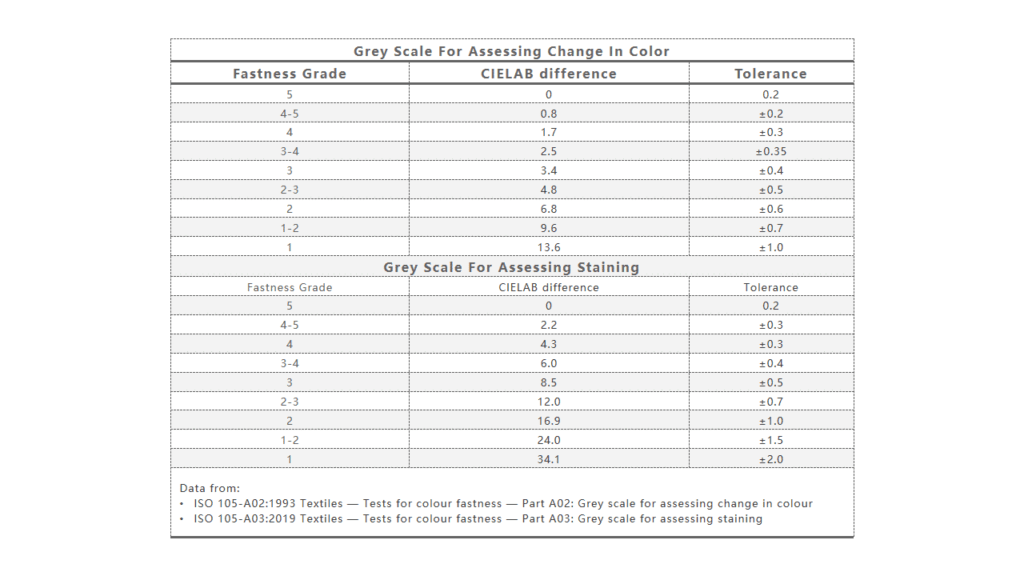
It can be seen from the above data that the so-called gradient decreasing method appears in the form of 1:2:4:8:16. The gray card looks at the gradient level of the color change, so you must observe the gradient level of this change when grading so that there will be no such incident as only evaluating gray and black, but no other colors.
4.3 How to use the Color Fastness gray card correctly
[Cover sample card]
(As shown in the figure above) The masking card is used in grading. Each hole is used for multi-fiber cloth staining evaluation, rubbing fastness staining evaluation and general staining evaluation (self-staining color evaluation, single fiber Cloth stain evaluation).
The use of masking cards is more conducive to focus on the samples that need to be graded while covering other areas to prevent other colors from affecting the vision.
When grading, the masking card needs to be linked together with the sample to be graded as it is, keeping the smallest gap to prevent the color of the backboard from being exposed, thereby affecting the vision. Make sure to use the masking card to cover the original sample and the sample’s surroundings to be graded and keep it on the same level as the graded gray card.
4.4 Environmental requirements for Color Fastness ratings
【Light source and equipment】
The preferred general light source is the D65 light source. Its service life tube is 2000 hours. Customers can also specify other light sources, such as the F light source, 84-P light source, UV light source, etc.
【Environment: darkroom】
The rating process should be done in a darkroom of constant humidity and constant room temperature. The color of the darkroom wall and the objects on the wall should be painted in neutral gray as well, which is similar to the rating gray card between level 1 and level 2 (approximately Monsell color Card N5). As shown in the picture above, the left is a neutral gray wall when the lights are turned on, and the picture on the right shows when the lights are turned off. It is required that the entire darkroom must not have any other light sources except the light source of the rating lightbox. Also, ensure that no other sundries appear on the rating platform.
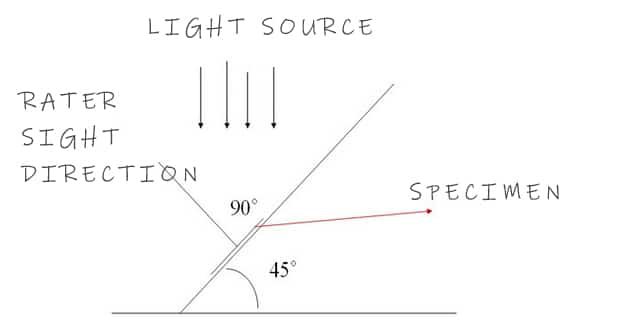
【Rating angle 】
To use the gray card to rate the samples, you need to use the correct rating angle. The standard generally used entails that the sample and the horizontal plane be at 45° while the light source for rating and the sample are kept at 45°. The grader’s eyes are meant to be at 90° to the sample while the distance between the eyes and the sample should be 50-70cm.
【Personnel requirements】
- The grader should not be color-blind. They can be tested using a color-blindness detection chart or Farnsworth-Munsell 100 hue test kit.
- Clothing requirements: Gray clothes are best. Avoid bright-colored clothes, bright-colored nail polish, and any items that may reflect the light source.
- Do not wear colored glasses.
- Do not rate when tired or sick. Rating is a subjective activity, and mood will affect the psychological, subjective judgment of color; for the same sample, when one is happy, it is one result. When they are down, it is another result.
- Observers must adapt to standard lighting conditions for at least 2 minutes before observation commences. This is to let the eyes adapt to the current light source environment.
- The raters require strict training and must pass the preset assessment.
It is necessary for different personnel to carry out eye calibration on the same sample periodically to ensure that the error between personnel is minimized. It is also necessary to carry out eye calibration between laboratories occasionally.
The grading work displays the results of Color Fastness testing and is the last process of the Color Fastness testing task. No matter how accurate and standardized the previous processes are, there will be errors in the grading, and all the efforts of the former could be in vain. As far as current Color Fastness testing is concerned, grading has always been a difficult task to manage. On a small scale, it is necessary to ensure the consistency of all personnel’s eyes in the laboratory. On a large scale, it is necessary to ensure the consistency of the eyes between the testing institutions. Since each brand cooperates with many laboratories, the consistency of eyesight between laboratories is particularly important.